酸ピックリング浴液の金属除去
塩酸は金属表面処理(洗浄)用のピックリング浴液に一般的に使用される酸の一つです。塩酸ピックリング浴液は、金属表面から溶解した溶解鉄などの金属の濃度が高くなると、表面処理効率が低下し使用できなくなります。
塩酸ピックリング浴液に溶解した金属イオンは、塩化物イオンとアニオン錯体を形成するため、強塩基性アニオン交換樹脂が使用できます。Purolite® PFA400及びPurolite® A400MBは、塩酸ピックリング浴液の鉄・亜鉛の除去と、再生による再利用に適した樹脂です。重金属のアニオン錯体は高濃度の塩酸中でのみ安定して存在し、pHが高くなると加水分解するので、これを利用して水で再生します。
強塩基性アニオン交換樹脂
強塩基性アニオン交換樹脂はCl型にて供給され、下記のイオン交換により金属除去と再生を行います。
①通液(高濃度塩酸溶液からの金属イオン除去)
R-Cl– + (FeCl4)– → R-FeCl4– + Cl–
R-Cl– + (ZnCl3)– → R-ZnCl3– + Cl–
②水による再生
R-(FeCl4)– → R-Cl– + FeCl3
R-(ZnCl3)– → R-Cl– + ZnCl2
運転交換容量
アニオン金属錯体の状態はpH依存性があり、また強塩基性アニオン交換樹脂はアニオン錯体として存在する金属のみを吸着します。従って、運転交換容量は塩酸濃度とpHにより変動します。
図1は、Purolite® PFA400による塩酸濃度に対する3価鉄の運転交換容量を示します。 樹脂塔は1塔にて運転される場合と2塔直列にて運転される場合があります。
飽和運転交換容量は樹脂の交換容量が飽和するまでの交換容量を示し、貫流運転交換容量は貫流点(漏洩エンドポイント)までの運転交換容量を示します。
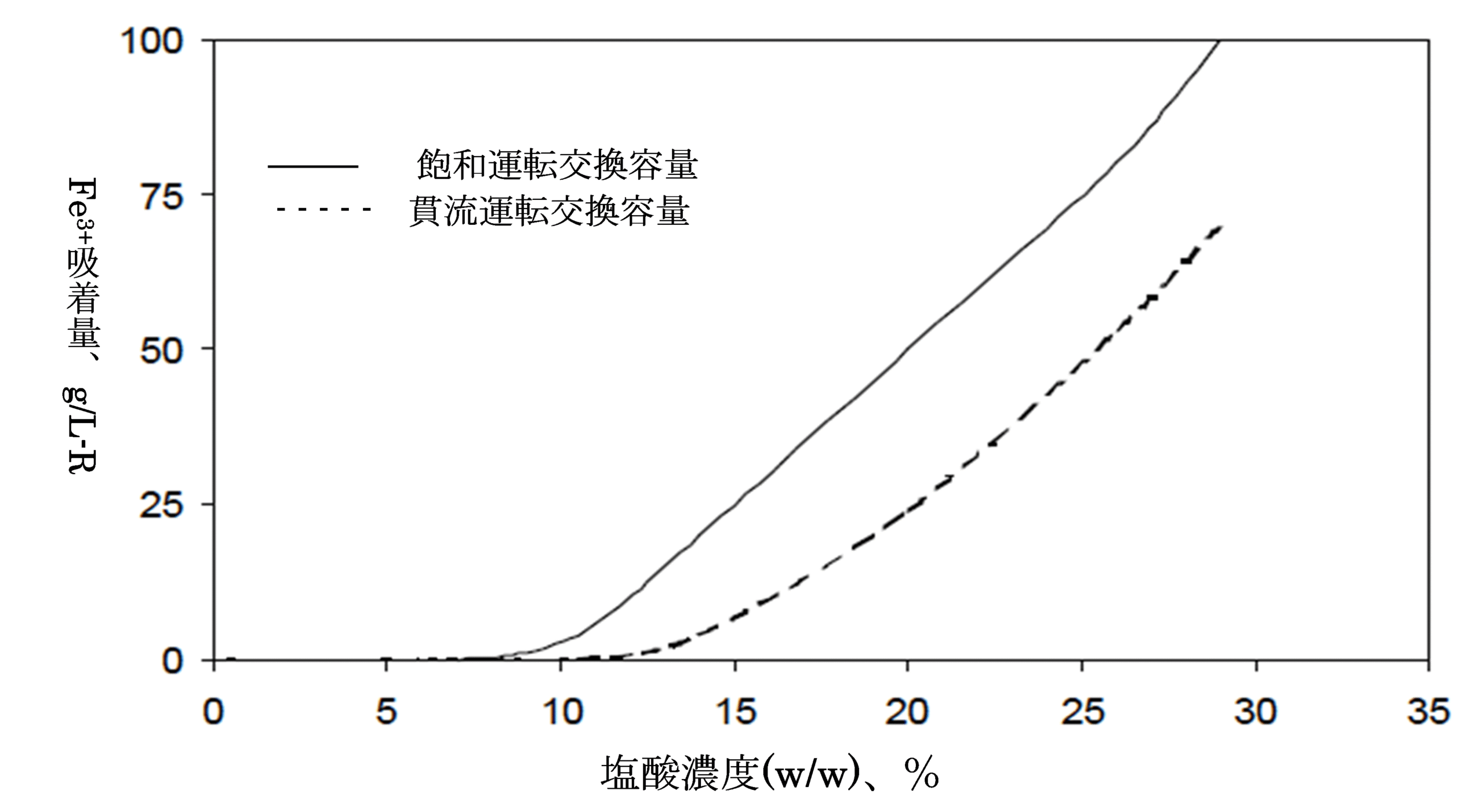
図1 PUROLITE® PFA400の塩酸濃度に対する3価鉄運転交換容量
表1は、効率的に金属除去を行う事ができる、すなわち運転交換容量が高い状態を維持できる塩酸濃度の下限値を示したものです。ただし表中の数値はあくまで下限値であり、例えば鉄除去では、高い運転交換容量を維持するためには塩酸濃度22-26%が最適です。
表1 効率的に運転するための塩酸濃度(下限値)
| 金属 | 塩酸濃度(% w/w) |
| 鉄 | >17 |
| 亜鉛 | >7 |
| ニッケル | >25 |
| 銅 | >17 |
図2は、Purolite® PFA400により塩酸中の鉄・亜鉛を吸着した後に、水により再生(吸着した金属の溶離)した時の再生廃水中の金属濃度を示します。樹脂量の4~5倍量の水で再生することで、樹脂が吸着した鉄・亜鉛をほぼ溶離・回収できます。
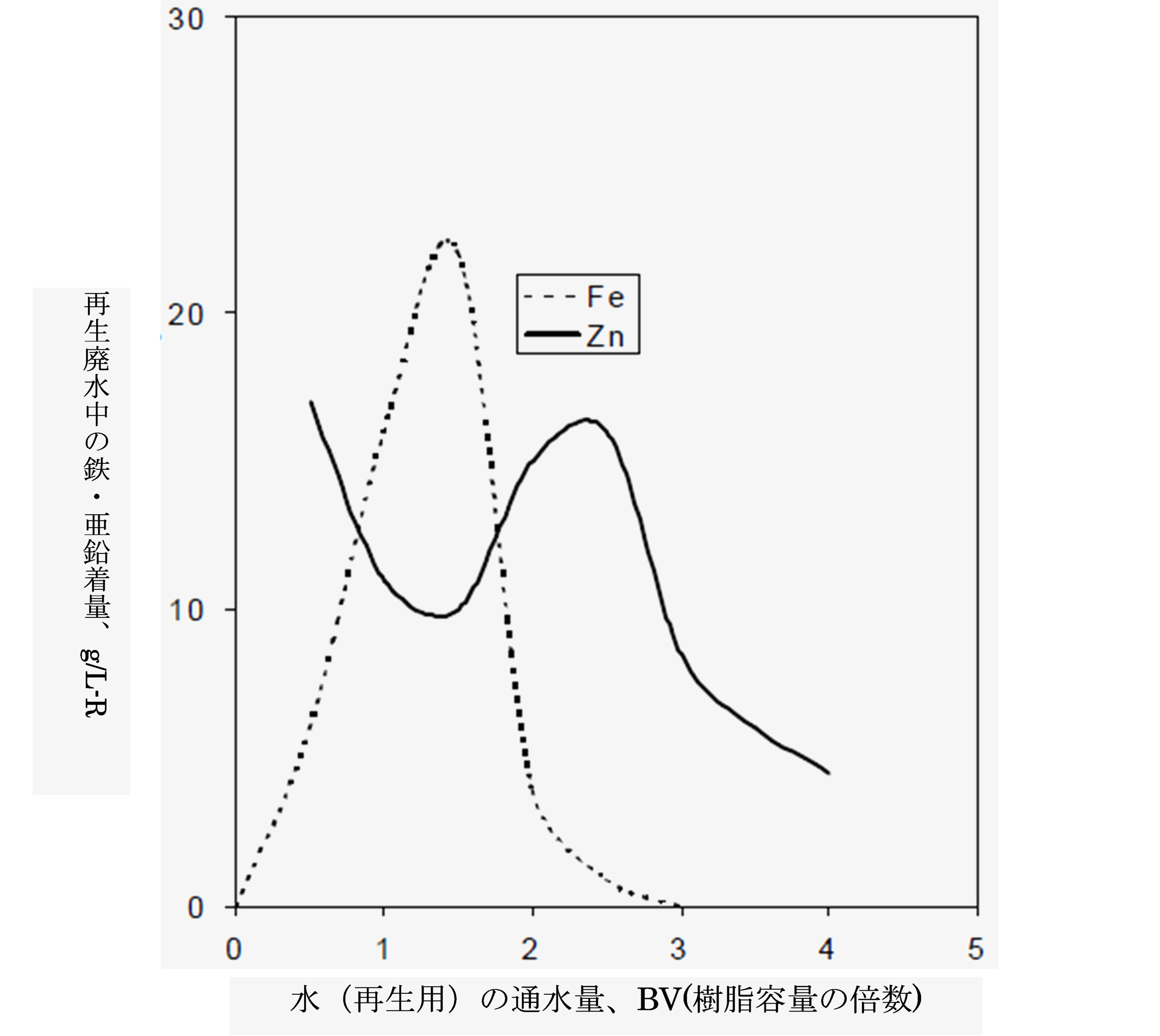
図2 水による再生時の再生排水中の金属濃度
Purolite® PFA400の一般物性
表2 Purolite® PFA400 一般物性
| ポリマー構造 | ゲル型・スチレン - ジビニルベンゼン架橋系 |
| 外観 | 球状ビード |
| 官能基 | I型4級アンモニウム基 |
| イオン形(出荷時) | Cl–形 |
| 総交換容量(Cl形) | 1.3 eq/kg 以上 |
| 水分含有率(Cl–形) | 48 – 54% |
| 平均粒径 | 570 ± 50μm |
| 均一係数 | 1.1 – 1.2 |
| 最大膨潤率(Cl→OH) | 30 % |
| 湿潤ビード比重 | 1.08 |
| 見掛密度 | 650 – 700 g/L |
| 耐用温度(Cl–形) | 100℃ |
| 耐用温度(OH–形) | 60℃ |